您当前位置:
您当前位置:
中国质量新闻网讯 当前正值疫情防控关键期,防护服等防护用品紧缺,难以满足防护需求,产能亟需扩大。为鼓励、指引企业投产、转产防护服,推动扩大防护服产能,加强科学有效防控,广东省市场监督管理局组织相关技术机构、行业协会编撰了《防护服投(转)产技术指引》,为有意投产、转产防护服,或者在生产防护服过程遇到原材料供应、质量管控、生产技术等方面问题的企业提供决策参考和技术指引。
一、防护服的用途、结构、执行标准及适用范围
医用防护服是指医务人员及进入特定区域的人群所使用的防护性服装,其作用是为了改善医疗区域卫生环境,防止细菌穿透引起间接传染和病毒交叉感染。医用防护服按面料的组织结构可分为机织、非织造布和复合材料,按加工复合技术包括整理加工、涂层和覆膜三大类方法。目前常用的防护服面料包括以下几种:
一是聚丙烯纺粘布防护服,正反面区别不明显,可经抗菌、抗静电等处理, 制成抗菌防护服、抗静电防护服等。聚丙烯纺粘布相对于传统的棉布防护服,因其价格较低,而且是一次性使用, 可以大大减少交叉感染率, 在刚推出的相当长时期内, 在国外得到大量推广。但是, 这种材料的抗静水压比较低, 对病毒粒子阻隔效率也比较差, 只能作为无菌外科手术服、消毒包布等普通防护用品。
二是覆膜无纺布防护服,有明显的正反面区分,对于阻隔细菌粒子穿透和液体渗透有优良的效果,其抗拉强力高、隔菌效果好,可经受消毒处理,能起到有效的防护作用,用在有污染和病毒的场合使用,医院传染病房主要使用的就是覆膜无纺布防护服。
三是SMS(纺粘一熔喷一纺粘)无纺布防护服,三层复合无纺布,中间有一层防水隔菌层,外层是芝麻点花纹的聚丙烯无纺布,结实有拉力,有隔菌防水透气功能。但是,它对固体颗粒的过滤效率还不够理想,最多只能达到60%左右,所以,在传染力比较强的病区,单是SMS非织造布制成的防护服还不能满足要求。一般用于细菌培养实验室,无菌外科手术室等10万级净化环境使用。
四是透气膜无纺布防护服,隔菌,防水,微透气,质地柔软,是医疗防护最高级医用防护服,里层是40克高档长丝无纺布,外层覆有一层20克的单方向透气聚乙烯膜。它的特点是人体的汗气可以向外散发,而外面的有害气体和水分却不能侵入,服用舒适性好。国内医用防护服的执行标准及适用范围详见下表1。
专业分类 | 符合标准 | 适用范围 |
医用防护服 | GB 19082-2009《医用一次性防护服技术要求》 | 适用于为医务人员在工作时接触具有潜在感染性的患者血液、体液、分泌物、空气中的颗粒物等提供阻隔、防护作用的医用一次性防护服(以下简称防护服)。 |
表1 国内医用防护服的执行标准及适用范围
二、生产资质
一.非防护服企业要生产医用防护服,首先要解决的就是生产资质问题。广东省药品监督管理局印发《广东省防控新型冠状病毒感染的肺炎疫情所需药品医疗器械行政许可应急审批程序》(粤药监办许〔2020〕48号)的通知,明确指出防护服等药品医疗器械,可纳入应急审批。
二.《广东省药品监督管理局办公室关于一级响应 期间对医用口罩等防控急需用品实施特殊管理的补充通知》(粤药监办许〔2020〕42 号)中主要要求如下:1.对于在一级响应期间新增拟开展医用口罩、防护服等属于二类防控器械产品注册和生产的,凭工信部门意见向所在地市局申请备案,市局在备案凭证中应注明“本备案仅在公共卫生事件一级响应期间适用”;2.在备案过程中,医用一次性防护服应符合GB 19082-2009的要求。3.上述品种中的无菌类产品在所在地市局备案后,按以下方法放行:按照《中国药典》(2015年版)第三部1101无菌检测法开展无菌检验,在培养七天后未发现有微生物生长,其他理化指标均检测合格,可先放行。产品标签上应按照正常无菌检测完成时间标注使用的起始时间。企业在无菌检验后续培养观察时间内,发现不符合要求的,应及时召回;4.上述品种中的非无菌类产品,经企业自行检测符合强制性标准以及经备案的产品技术要求的,予以放行。
三、生产环境
防护服生产环境必须在10万级(医疗称:D级洁净车间)或以上洁净车间进行生产,其生产环境必须是无尘、无菌的,有特殊要求的防护服必须在指定恒温恒湿范围下进行生产。
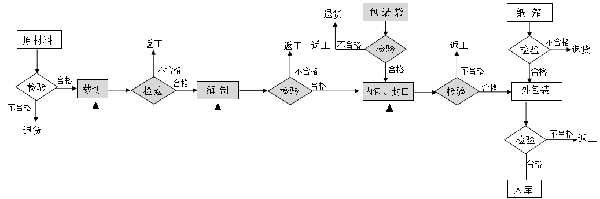
从初始挑选原料到最终成型内包,全程都必须无尘、无菌化。车间布局要合理,讲究工艺流程顺畅,上下工序之间衔接畅通,运输距离要短直,尽可能避免迂回和往返运输。
防护服生产流程及房间布局可参照浙江某医疗器械公司口罩生产车间物流示意图如下:

四、原材料(详见附件《医用防护服原料及其性能要求》)
医用防护服一般采用非织造布为原料,非织造布类防护服材料基本都是一次性的,使用较多的有纺粘非织造布、水刺非织造布、SMS(纺粘-熔喷-纺粘)复合非织造布、闪蒸法非织造布和纺粘布复膜产品等。
目前国内市场上正在销售和研发的几种医用防护服非织造材料主要有以下几种:
◆ 聚丙烯纺粘布
◆ 聚酯纤维与木浆复合的水刺布
◆ 聚丙烯纺粘一熔喷一纺粘复合非织造布,即SMS或SMMS
◆ 高聚物涂层织物
◆ 聚乙烯透气膜/非织造布复合布
五、生产工艺及设备
一次性医用防护服由高分子材料制成,常见工艺流程、结构及设备如下:
常见的医用防护服通常由帽子、上衣、裤子组成的连身式结构,在制作中有着严格标准,包括防护性(密封性)、服用性、安全卫生性。通过裁剪、缝合、上松紧、粘合压胶条才能制作出的医用防护服,涉及到的机器离不开这三种: 平缝、包缝、压胶。
防护服制作过程及要求如下所示:
1.基础缝合


防护服的制作缝合离不开缝纫机,走线的紧实程度、针距的细密程度都关系着最终所呈现的效果。可满足防护服中的缝合、上拉链、魔术贴、上松紧等工艺。
2.上拉链、魔术贴
医用防护服通常采用闭合门襟设计,也就是内部拉链闭合,外部粘合门襟,通过平缝上拉链与魔术贴。这样的设计除了更方便穿脱之外,能让贴合更加紧密。


3.袖口、脚踝、帽子上橡筋
为了让医用防护服更加贴合,其袖口、脚踝口、帽子皆为弹性收口设计,可通过杰克A5不用剪线头电脑平缝机或C5厚薄可调电脑包缝机(外配上松紧装置)采用弹性橡筋收口,其目的是为了加固防护服与其他防护用品搭配时,密合性更高,也防止粉尘或液体从该处进入内部。合袖、合裤腿、合帽子可使用C5厚薄可调电脑包缝机包边。

4.腰部压橡筋
为了方便行动和工作,为穿着提供更好的灵活性,防护服的腰部通常通过平缝机用弹性橡筋收紧,以增加工作效率和使用安全性。


5.粘合压胶条
防护服之所以能达到如此高的密封性,除了以上这些设计外,离不开这最重要的一步。当车工缝纫好防护服后,需要经过压胶机将防护服中所有线迹、针孔进行压胶密封,以防止粉尘或是液体从缝纫的针孔中进入,增强防护服的隔离性能和使用安全。

六、关于灭菌
国家标准GB 19082-2009《医用一次性防护服技术要求》对产品的微生物指标有考核,企业可根据实际产品生产情况进行灭菌。医用防护服如采用灭菌则需在产品上标明“无菌”字样及具体灭菌方式。
如采用灭菌,企业可通过委托灭菌,也可以购买灭菌设备自行灭菌。市面上一般由环氧乙烷(EO)灭菌和辐照灭菌两种方式。辐照灭菌,即一般采用钴60或电子加速器对防护服或口罩进行辐照灭菌。防护服通常采用环氧乙烷灭菌的方式进行消毒,灭菌后防护服上会有环氧乙烷残留, 所以必须通过解析的方式使得防护服上残留的环氧乙烷释放,从而达到安全含量标准。因此经环氧乙烷灭菌的医用防护服,必须经过解析,经检测合格才能出厂上市。
灭菌后解析期目前通常是14天。这是企业经过验证的相对安全的环氧乙烷解析时间,能确保防护服中残留的环氧乙烷含量低于10ug/g的安全标准。同时天气越冷环氧乙烷越不容易解析。
七、质量内控要求
企业应确保本企业所生产经营的产品符合相关标准要求,根据《产品质量法》相关规定,结合本单位的实际建立健全生产用原材料、辅料进厂检验制度,确保原材料、辅料的质量符合采购要求,确保来料质量符合相关标准,有效制止不合格物料进入生产环节。其次,建立健全出厂检验制度,严格执行成品出厂检验规则和不合格品管理制度,督促车间生产是否严格按照生产工艺、技术文件和标准进行生产和进行自检、互检、送检;再次,应建立健全对企业购进的原材料、外购配套件和外协件入厂时的进货检验制度,确保未经检验或验证合格的原材料、外协件及供方提供的物品不投入使用或加工,防止不合格物料进入生产流程,保证过程产品符合规定要求。上述制度出台后要严格落实岗位职责,确保责任到人到岗。(通讯员:粤市监)
附件
医用防护服原料及其性能要求
表2 医用防护服原料及其性能要求(GB 19082-2009)
主要面料 | 聚丙烯纺粘布、聚丙烯纺粘-熔喷-纺粘复合非织造布(SMS)、闪蒸法非织造布、聚乙烯透气膜/非织造布复合布、高聚物涂层织物等 | |
主要加工复合技术 | 整理加工、涂层和覆膜等 | |
主要性能要求 | 测试方法 | |
抗渗水性 | 静水压应不低于1.67kPa(17cmH2O) | GB/T 4744-1997 |
透湿量 | 不小于2500g/(m2·d) | GB/T 12704-1991 方法A |
合成血液穿透性 | 不低于2级(压强值1.75kPa) | GB 19082-2009 附录A |
表面抗湿性 | 外侧面沾水等级应不低于3级 | GB/T 4745-1997 |
断裂强力 | 应不小于45N | GB/T 3923.1-1997 |
断裂伸长率 | 应不小于15% | GB/T 3923.1-1997 |
过滤效率 | 对非油性颗粒的过滤效率应不小于70% | GB 19082-2009 5.7 |
静电衰减性能 | 静电衰减时间不超过0.5s | GB 19082-2009 5.10 |
皮肤刺激性 | 原发性刺激记分应不超过1 | GB 19082-2009 5.11 |
阻燃性能 (用于生产具有阻燃性能的防护服) | 损毁长度不大于200mm;续燃时间不超过15s;阴燃时间不超过10s | GB/T 5455-1997 |