您当前位置:
您当前位置:
安徽省有多个大型汽车生产企业,如江淮和奇瑞都已上市,带动省内众多机械制造企业发展,各主机厂对配套厂采取各种方式进行验货检验,为保证通过主机厂的验货检验,各配套厂也认真执行原材料的进厂验货检验,当出现原材料质量争议时,双方采用委托第三方公正检验机构进行检验的方式。
我院受理了这样的样品,样品为汽车大梁用热轧钢板,钢材牌号510L,是两件同一形状的冲压件,取自同一块钢板,钢板规格是宽度800mm,厚度3mm,执行标准为GB/T3273-2005《汽车大梁用热轧钢板》。汽车配套厂采用此种规格的大梁钢板,在下料中发现部分钢板工件加工特性不一致,配套厂与供货方进行了力学性能的检验,检验结果是符合标准的,但试验数据有差别,总是不一致,因此找到质检院,希望查出加工特性不一致的原因,确认需要退货还是改进加工工艺。
对此,我们根据力学性能不一致的特点,分析认为:可能是由于试验采用的试样制备方法有问题,造成检验结果不一致,因此按标准规定,制定了相应的检验方法,并根据试验结果准确分析问题出在什么地方,生产企业及配套厂均对我们的检验分析结果表示满意,以此试验结果作为下一步处理的依据。
本次检验分析实际上是对钢材轧制产生的各向异性的验证,我们知道物理性质可以在不同的方向进行测量。如果各个方向的测量结果是相同的,说明其物理性质与取向无关,就称为各向同性。如果物理性质和取向密切相关,不同取向的测量结果迥异,就称为各向异性。造成这种差别的内在因素是材料结构的对称性。在气体、液体或非晶态固体中,原子排列是混乱的,因而就各个方向而言,统计结果是等同的,所以其物理性质必然是各向同性的。钢铁材料通常属于晶体材料,晶体本身存在着各向异性。因为晶体中原子具有规则排列,结构上等同的方向只限于晶体对称性所决定的某些特定方向。所以一般而言,物理性质是各向异性的,特别是小带宽钢带的轧制过程,会导致产生比较明显的各向异性。
从我们检验分析的过程来看,这是一个典型的检验实例,能让我们从样品的制样到检验分析,在整个过程中结合标准规定,从所涉及到的各方面深入学习和研究,提高我们的检验能力。下面详细说明一下我们的整个检验分析过程:
疑点分析和试验方案
1.确定试样的取样位置
GB/T3273-2005标准中8.1条规定:当钢板和钢带的宽度小于600mm时,试样应沿轧制方向截取,当钢板和钢带宽度等于或大于600mm时,试样应沿垂直于轧制方向截取。
热轧钢板在轧制过程中会产生各向异性,在轧制方向上和垂直于轧制方向上的力学性能是不一致的,为在两种方式上都能满足材料工艺性能,所采取的下料方式也是不一致的。当宽度小于600mm时,工艺要求一般是沿着轧制方向下料,而在宽度大于600mm时,实际生产中可能出现在垂直于轧制方向下料的现象。因此,标准中对取样位置有明确规定,规定应垂直于轧制方向制取试样,是为了取得大宽度热轧钢板在下料不利方向上的力学性能,作为这种大宽度热轧钢板的最低技术参数,满足生产中采用垂直于轧制方向的下料需求。
另外,由于配套厂提供的两块热轧钢板是已经从整块钢板上冲剪成形的样品,虽已确认是在相同轧制方向下料的,但所提供的力学性能数据并不一致,我们认为存在两块样品不是同一轧制方向的可能性,因此需要在每块样品上制取两件试样,一件沿着轧制方向取样,一件沿着垂直于轧制方向上取样。
2.采用金相分析方式确定钢板的轧制方向
由于钢板的各向异性在不同生产工艺的影响下,可能表现的不是很明显,力学性能的试验结果有可能非常接近,给我们判断钢板的实际轧制方向造成困难,因此,根据GB/T3273-2005标准中引用的GB/13299-1991《钢的显微组织评定办法》,对样品的带状组织进行检验,用带状组织的方向确定钢板的轧制方向。
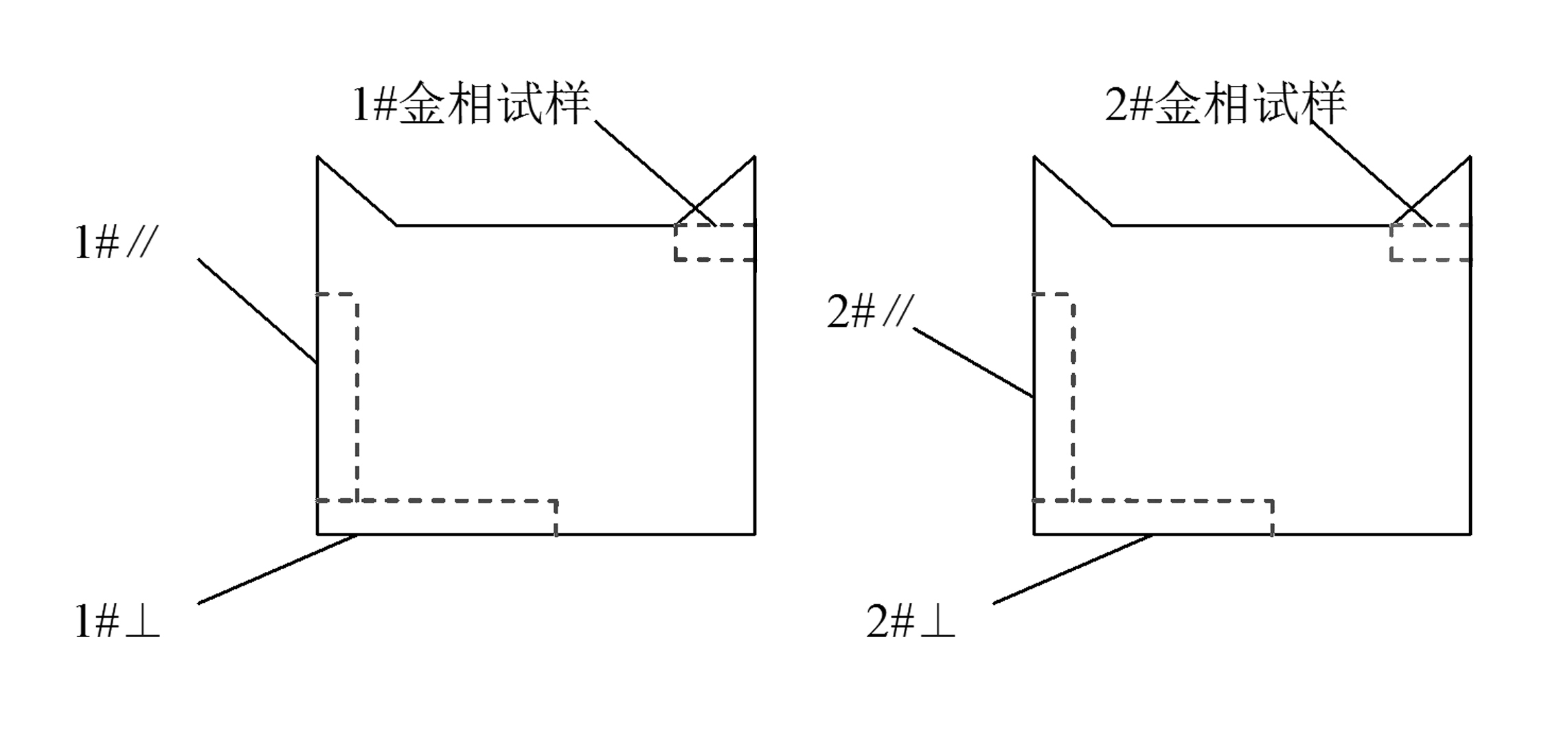
结合以上两种思路,我们确定取样方式如图1:
1.1#∥和2#∥试样是沿平行于配套厂标定的钢板轧制方向取样,1#⊥和2#⊥是沿垂直于配套厂标定的钢板轧制方向取样(以“∥”标记平行样,以“⊥”标记垂直样)。
2.制取的试样一共6件,其中包括两件沿轧制方向制取的试样、两件沿垂直于钢板轧制方向制取的试样,另外还在两件样品上各制取了一件金相试样。
试验结果
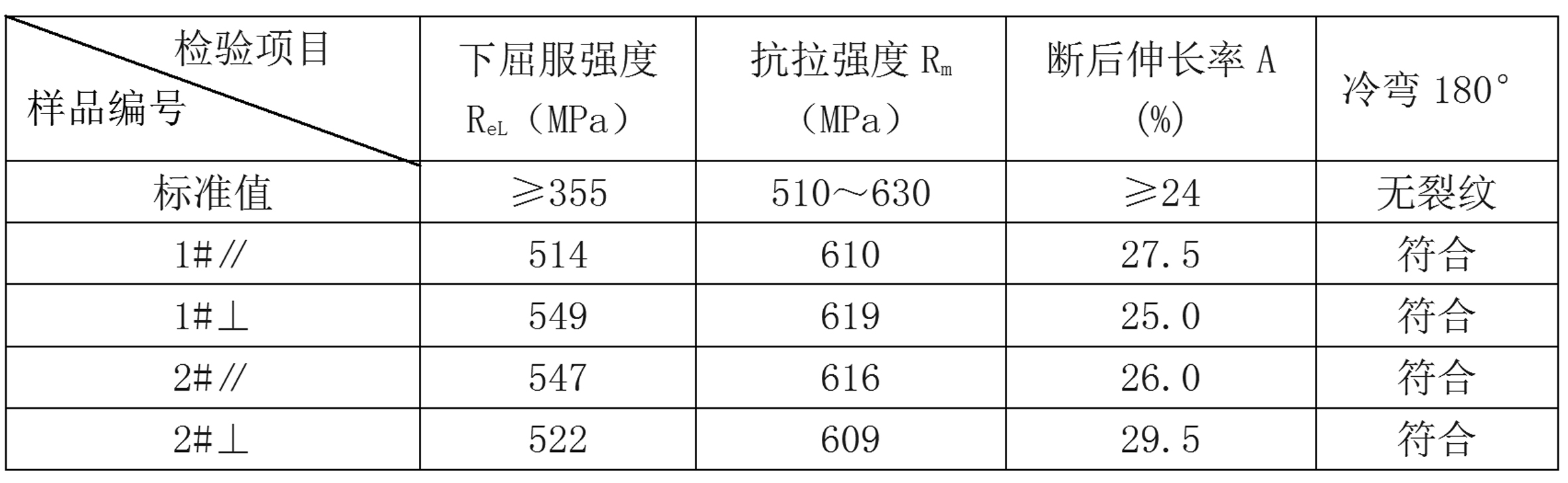
1.根据GB/T228.1-2010《金属材料 拉伸试验第1部分:室温试验方法》标准,采用微机控制电子万能试验机(WDW-300)进行检验,得出力学性能试验结果见表1:
2.带状组织检验结果
按图1所示金相试样位置取20mm×10mm样块。样块长边截断面标记为L,短边截断面标记为W。按照GB/T13299《钢的显微组织评定方法》,采用金相显微镜(Axiovert40 MAT)进行检验,得出带状组织图谱如下:
数据分析
⑴带宽大于600mm的汽车大梁用热轧钢板,其各向异性特征应不明显,但试验表明,本次试验的同一试样在不同方向上存在较大差异,可见该材料本身存在比较明显的各向异性。
⑵1#试样与2#试样在同一方向上所取样块在力学性能上差异较大,反而1#∥试样与2#⊥试样情况更接近,1#⊥试样与2#∥试样情况更接近,据此推测两块样品下料时可能不是同一个加工方向。
2.根据金相图谱进行分析
⑵由图L2#、W2#可知,2#试样沿短边方向的组织变形不明显,而沿长边方向可以明显地观察到晶体被拉长并呈现出方向性。故而推测2#试样沿长边方向为轧制方向。
综合判定
综上所述,我们认为所检样品首先存在比较明显的各向异性,另外1#试样与2#试样在下料时取样方向不同,导致试验所得多个力学性能试验数据不一致。
因此针对本次检验,提出两点意见供送检双方参考:
1.所送样品存在比较明显的各向异性,与GB/T3273-2005《汽车大梁用热轧钢板》比照,相对于带宽大于600mm以上的钢板力学性能,其加工特性略有不足,钢板生产企业应查找原因进行相应调整。
根据对标准规定的理解,由于小尺寸带宽钢板的各向异性不可避免,因此力学性能试样采取平行于轧制方向,并以此定义该钢板力学性能,限定加工方向应为轧制方向。而对于大尺寸带宽钢板,则认为其各向异性不明显,可以采取垂直于轧制方向制取试样的方法,不对大尺寸带宽钢板限定加工方向。
2.汽车配套厂采用汽车大梁用热轧钢板作为原料,在设计下料环节忽视了钢板本身的各项异性特征。
由于汽车大梁用热轧钢板本身存在各向异性,且由于钢板带宽的不同,其表现程度也不相同,因此汽车配套厂在采用大梁钢下料时,应密切注意轧制方向,不能因考虑到减少废料成本,而完全忽视汽车大梁用热轧钢板本身存在的各向异性。未按标准规定的轧制方向下料,会影响到工件的加工特性,特别是一些需要定向受力的工件。
(作者单位:安徽省产品质量监督检验研究院)
《中国质量技术监督》2013年12月刊