您当前位置:
您当前位置:
■文/田东明 段子明 蔡和平
某公司煤焦油转油装置于2008年5月3日建成投产,装置运行9天后,第五加氢反应器于2008年5月12日18时18分发生下封头破裂引起大火,所幸未造成人员伤亡。
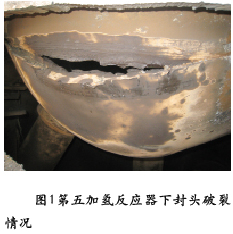
事故发生后,对一段5台加氢反应器,二段1台加氢反应器进行了检测,又发现大量裂纹缺陷。
1.加氢反应器基本参数及情况简介
某公司一段5台,二段2台加氢反应器是2007年5月制造出厂的,2008年5月3日投运。加氢反应器设计压力:16.22MPa,设计温度:454℃,工作压力:15.45MPa,介质:油、H2、H2S、NH3,结构形式:单层,内径:φ1600,壁厚:96mm,加堆焊6.5mm,容积:40.6m3,总重:140079kg,材质:2 CrMo V+堆焊(ZT-D347L)。
2.其他6台加氢反应器无损检测情况
2008年5月12日,第五加氢反应器破裂后,使用单位对其他6台加氢反应器焊接质量产生怀疑,申请对焊缝进行100%的检测。
2.1超声波检测:选用HS616e型超声波探伤仪,2.5MHzK1、K2两种探头,CSK-IA、ⅢA、ⅣA试块,采用直射波法在筒体外侧焊接头的单面双侧进行检测,焊接接头的余高出厂时已磨平,扫查方式采用锯齿型扫查、平行扫查,检测标准执行JB/T4730.3-2005,Ⅰ级合格。
2.2磁粉检测:选用CJE-1磁探仪、黑磁膏、水基载体,A1-15/50标准标准试片,在筒体外侧焊接接头及热影响区进行检测,检测标准执行JB/T4730.4-2005,Ⅰ级合格。
2.3TOFD验证:选用HS810型探伤仪,在筒体外侧焊接接头及热影响区进行验证。Ⅱ级合格。
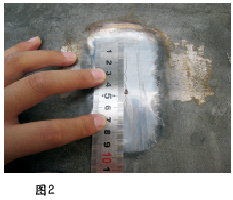
经过严格检测,在其他6台加氢反应器A、B类焊缝发现大量裂纹缺陷,其中典型的缺陷有:R11103、11000单元第三加氢反应器,在位置A01-A1-1730发现长58mm,深度0-86mm,高度86mm横向裂纹缺陷,详见图2:
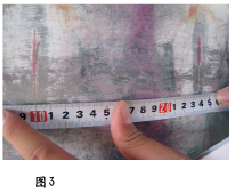
R11105、11000单元第五加氢反应器发现长度86mm、76mm,深度0-120mm,高度120mm两条横向裂纹缺陷,详见图3。
3.裂纹形成原因分析
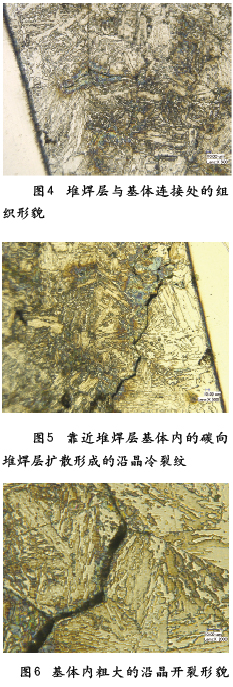
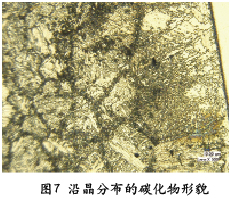
在与开裂下封头位置相对转动180°的对应位置在焊缝区按主厚度取样,进行显微组织分析,为进一步确定起裂位置原始的组织状态,分别在靠锻环及锻环与下封头的焊接部位取样进行分析。下封头与焊缝附近的组织如图4所示,是堆焊层与基体材料的连接处组织形貌,可看出金相组织为粗大的板条马氏体和贝氏体及魏氏体组织,而且晶粒粗大,在晶界上能观察到明显的碳化物的聚集形貌。图5是靠近堆焊层基体内的碳向堆焊层扩散,并形成大的沿晶冷裂纹形貌。从图中也可观察到晶粒特别粗大,说明堆焊工艺控制不佳。图6是靠近堆焊层附近基体内形成的粗大沿晶开裂形貌。图7是沿晶界分布的碳化物形貌。上述形貌的出现说明设备在制造开裂部位附近地段时,工艺控制不当,使设备中存留了大量的工艺或焊接冷裂纹或组织缺陷,这些裂纹或组织缺陷在工作应力作用下,会发生扩展或形成穿透裂纹,最后导致设备的失效。
试样中部基体的显微组织形貌如图8所示,从形貌中可看出组织为贝氏体+马氏体+珠光体+少量的铁素体。

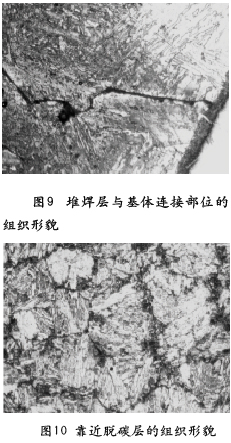
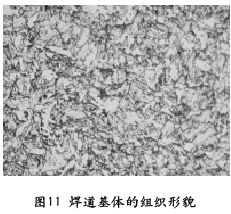
宏观焊道部位的金相组织形貌如下图所示,其中图9是堆焊层与基体连接部位的组织形貌,从图中可看出与堆焊层连接的基体的组织主要为马氏体形貌,但在靠近堆焊层地方可明显观察到脱碳层形貌和基体内形成的大的沿晶和穿晶裂纹。图10是靠近脱碳层附近的组织形貌。从图中可以观察到大量沿晶呈网状分布的碳化物形貌及沿晶裂纹。上述组织及形貌的出现说明焊接工艺控制不良,使设备材料内形成了明显的组织缺陷和裂纹,这些缺陷和裂纹为反应器的失效埋下了隐患。焊道基体的组织形貌如图11所示,从图中可看金相组织基本是贝氏体+马氏体+珠光体+少量的铁素体。
上述组织观察表明,在筒体与封头连接部分的金相组织中存在明显的工艺裂纹和组织裂纹,这些裂纹的出现与焊接成型工艺及成型中形成的残余应力及组织应力有关。
4.结论
4.1经过严格的无损检测,7台加氢反应器A、B类焊缝存在大量裂纹缺陷。
4.2金相组织分析说明加氢反应器在制造过程中,焊接工艺控制不当,使设备中存留了大量的焊接冷裂纹或组织缺陷。
4.3鉴于该7台加氢反应器检测出大量裂纹缺陷,建议对该7台加氢反应器返厂进行可焊接修复。
(作者单位:陕西省榆林市特种设备检验所 陕西延长石油集团有限责任公司 西安交通大学)
《中国质量技术监督》2012年6月刊